語言 Chinese English Espa?ol Русский Português ??????? Fran?ais 加入收藏 | 電子地圖
咨詢熱線:0531-88977166
官方微博 | 企業(yè)QQ | 手機(jī)網(wǎng)站
工業(yè)鋁加工中心
汽車配件智能裝備
軌道交通智能裝備
型鋼型材智能裝備
船舶輪船智能裝備
鋸切類
組角類
端銑類
沖床類
仿形類
其他
加工中心
鋁幕墻平板銑槽機(jī)
鉆銑類
切割類
焊接類
銑削類
清角類
輔助類
生產(chǎn)線
涂膠類
折彎類
灌裝類
輔助工具類
隔熱型材加工設(shè)備
發(fā)布日期:2016-06-03 瀏覽人數(shù):
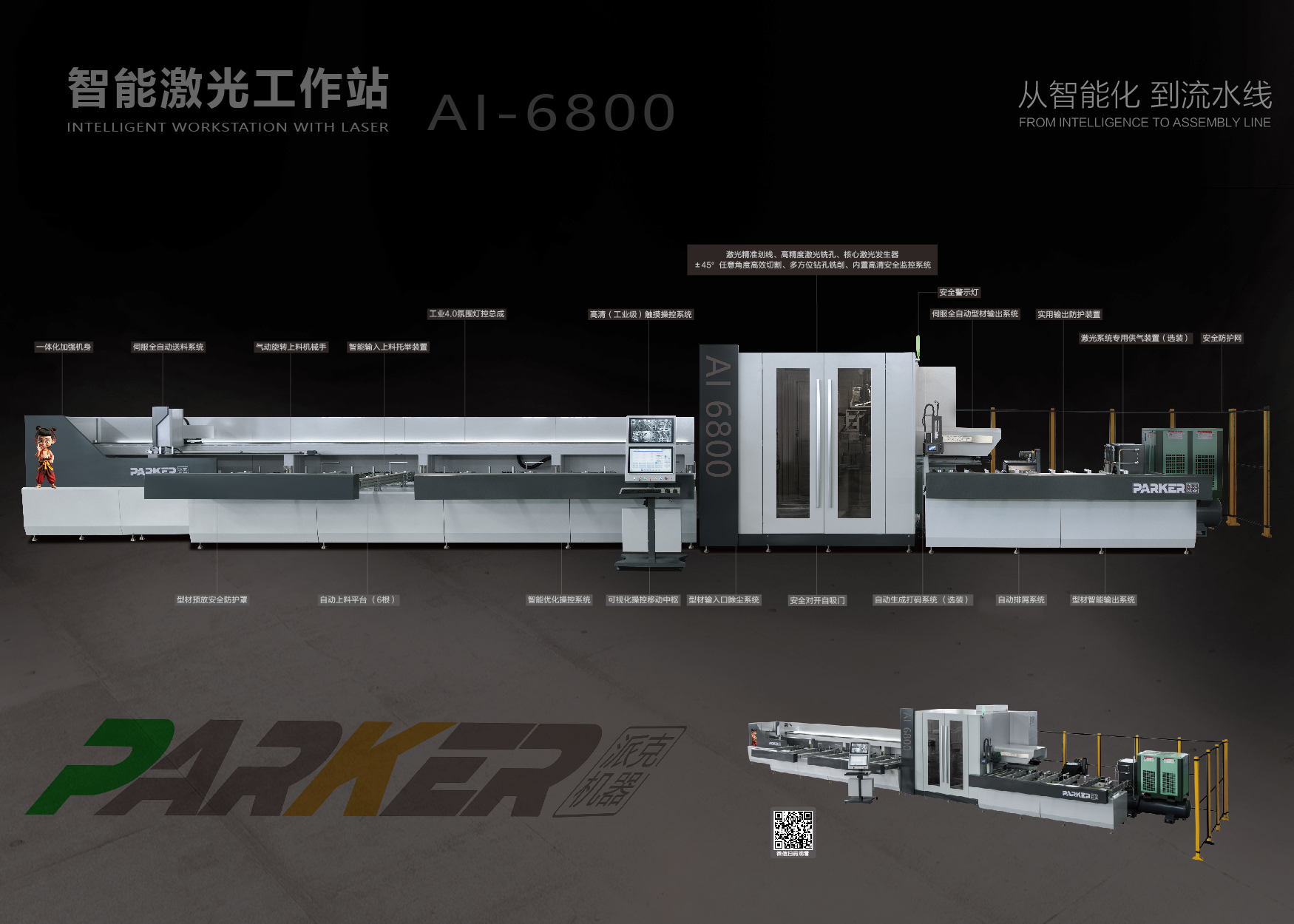
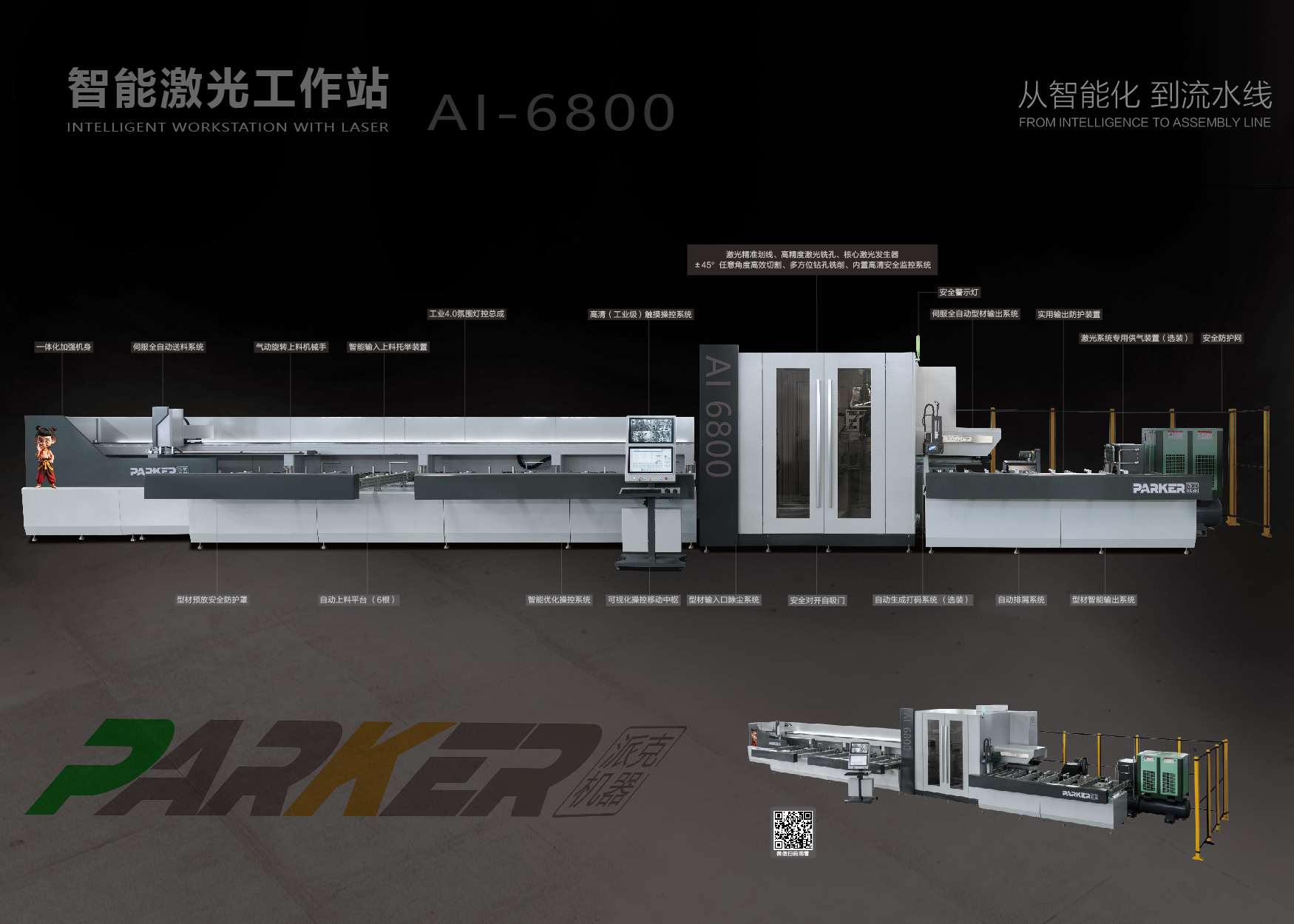
智能激光工作站
鋁型材智能鋸切中心
鋸切中心-數(shù)控切割鋸
企業(yè)介紹
企業(yè)文化
公司歷程
派克海外
法律聲明
公司新聞
行業(yè)動態(tài)
視頻新聞
專題報道
派克快報
工業(yè)鋁加工設(shè)備
鋁機(jī)設(shè)備
幕墻設(shè)備
塑機(jī)設(shè)備
其他設(shè)備
中空玻璃設(shè)備
配件展廳
服務(wù)政策
服務(wù)網(wǎng)絡(luò)
常見問題
我要報修
下載中心
技術(shù)支持
生產(chǎn)線配置方案
友情鏈接
社會招聘
校園招聘
我在派克
營銷中心(國內(nèi))
海外事業(yè)部(國外)
營銷顧問
派克機(jī)器手機(jī)網(wǎng)站
電話:0531-88977166 傳真:0531-88977066 郵箱:info@parker-chn.com 地址:濟(jì)南市高新區(qū)舜泰廣場9號樓南區(qū)9層